May 2006
Volume 05, Issue
1
May 2006 |
|||||
Volume 05, Issue
1 |
|||||
| Commercial Airplanes |
| Widebodies in motion Thanks to the Boeing Production System, the 777 program in Everett gets 'moving' BY DEBBY ARKELL
Boeing Commercial Airplanes continues to implement Lean principles in its factories to facilitate the transformation of its production system. Lean process improvements reduce the cost of airplanes, increase flexibility in manufacturing, and shorten the lead time required to build and deliver an airplane. This in turn allows Boeing and its customers greater flexibility in delivery, as Boeing can build more airplanes faster. It ultimately can help Boeing manage production cycles. Among the sites moving to a moving line is the 777 production line, at the Everett, Wash., factory. Yet the 777 moving line will be different than previously implemented moving lines at Boeing—namely the 737 and 717 moving lines—because the 777, one of Boeing's largest airplanes, comes together differently than those models. The jump in production rates to meet the increased demand for jetliners makes the production system transformation an even more daunting task. Yet the Everett team is taking advantage of lessons learned on other programs—and from its own employees—to extend the moving line concept even further to include Systems Installation.
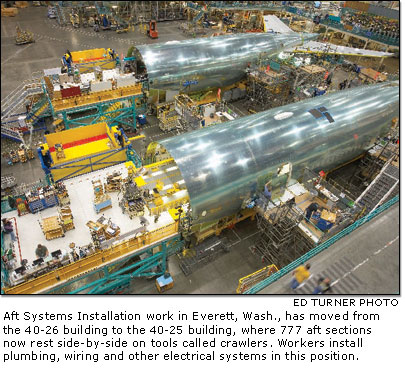
"No one's done this before—putting Systems Installation into a moving line—so we're in new territory," said Kent Harbidge, 777 electrical systems team leader. "But all the changes that'll be occurring are necessary for our survival as a company. It will make the airplane come together more quickly and with lower costs." U-shaped line The line will be U-shaped, beginning at the south end of factory building 40-25 with forward and aft sections moving north through Systems Installation on tools called crawlers. At the end of the line the forward and aft sections will move on their crawlers over to the Final Body Join position to be mated with a wing center section. There the three parts will be joined and the tail fin attached. At this point the airplane continues its journey south into Final Assembly, where flight deck systems and interiors will be installed. "The moving line is actually just one more visual cue being implemented as one of the [Boeing Production System's (BPS)] 9 Tactics," said Jerry Dierickx, 777 program Boeing Production System Implementation project leader. "Yet the changes we're making in our factory affect processes from product offerability and engineering design to the factory floor." Workers have moved aft Systems Installation work from the 40-26 building into the 40-25, and platforms previously used for fixed-position airplane assembly are being demolished to make way for a nose-to-tail configuration. The first crawlers and cradles (tools which hold the fuselage on crawlers) made their debut earlier this year. The team is on track to have Systems Installation fully relocated and move-capable by the third quarter of 2006. "Aft Systems Installation relocated in early March, and the attitude is shifting already. People can see that the system is working pretty well," Harbidge said. "Our physical location and how we get what we need to do our jobs has changed, but inside the airplane it's still the same as it's always been." Next steps will be to prepare Final Body Join to be performed on crawlers. It will be move-capable by June 2007. By June 2008, after a period of pulse tests, implementation leaders expect the line to be moving. The people make the difference Sure, it looks easy on paper. However, Everett people are transforming their processes at a time when they are busier than ever—and getting busier—as production rates increase. It's a daunting challenge, but thanks to the input and commitment from Everett manufacturing employees, program leaders say they're prepared. "The key to our success has been employee input," Dierickx said. "Employee input is what got this going in earnest, and employees will continue to be a critical part of the implementation process." Cross-functional teaming and hourly employee workshops resulted in numerous improvements early on. Changes have been made to the parts kitting process and employees are designing their own work processes. "Establishing ownership of the implementation of tactics at the shop floor has been a tremendous help," Dierickx said. "Where they've gotten involved, we've had great results." Challenges also stem from the changing environment. While the response so far from Systems Installation employees has been favorable, a lot of changes are occurring in how workers get what they need and the way those things are supplied. "Everyone is going to have to shift, adapt and improvise as we continue the BPS implementation," Harbidge said. "What we're doing here in Everett is a big opportunity. We've had things in the system that don't work, and for whatever reason they've never changed, or we've never been able to change them. But here's our chance. We're completely changing our way of doing things, and it's the perfect time for people to jump in with their concerns and ideas on how to do things better."
Elizabeth Lund, director of Manufacturing for the 777 program, acknowledged that managing supplier relationships also will be fundamental to success as rates increase. She noted Boeing must stay in lockstep with its suppliers—internal and external—as changes are implemented. "What it comes down to is we need employees' continued help and commitment to be successful," Lund said. "They've shared their knowledge, ideas and experience up until now, and that's when the magic started to happen. We need everyone's help to identify problems, speak up, and design solutions as we move forward because we've got a long way to go." Performance to plan 2005 was a record order year for Boeing—and for the 777 program. The 777s ordered last year will begin to be built and delivered just as workers are fully implementing the production system. This creates a sense of urgency among workers, and the end result will be increased competitiveness. "I truly believe what we're implementing now and over the next four to six months will help us get through the next rate [increase]," Lund said. "We're going up to a rate that we've been to only twice before in the history of the program, and we're doing it to meet increased demand. The BPS will be the enabler to successfully meeting those higher production rates." Manufacturing leaders will be measuring a number of things as they gauge success, including quality, flow days, square footage, inventory, lost or rejected parts, and ultimately, the cost of the airplane. Employee satisfaction is another indicator. Aft Systems Installation already is logging improvements since its move. Lund said shortages are at an all-time low, the number of manufacturing part requests dropped significantly, and [floor space] is being used more efficiently than ever before. By June 2008, when the line is targeted to start moving, Everett people will have achieved a 25 percent reduction in flow days required for Final Assembly processes. "This effort is really about the whole system, improving all processes throughout the value stream," Dierickx said. "The customer will get a better-quality airplane at a lower cost, and our employees will have a safer workplace and be able to do their jobs better with fewer interruptions. The BPS will deliver tremendous value to the customer and to employees, and will enable our success in the marketplace." |
||
| Contact Us | Site Map| Site Terms | Privacy | Copyright | ||||||
| Copyright© Boeing. All rights reserved. |
 Ever
wonder why moving lines move? Simply put, they move so they can be stopped.
Stopping a moving line brings immediate attention to problems encountered
during production, which is a fundamental tenet of Lean manufacturing.
Ever
wonder why moving lines move? Simply put, they move so they can be stopped.
Stopping a moving line brings immediate attention to problems encountered
during production, which is a fundamental tenet of Lean manufacturing.