April 2006
Volume 04, Issue
11
April 2006 |
|||||
Volume 04, Issue
11 |
|||||
| Integrated Defense Systems |
|
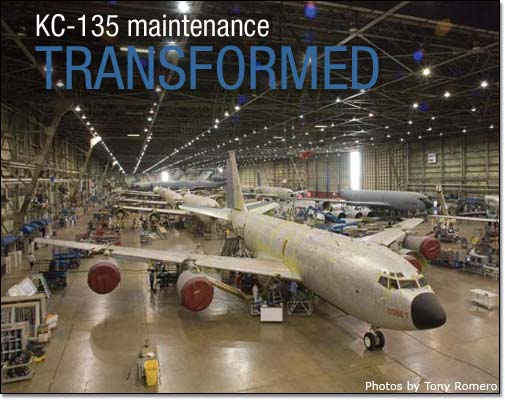
New tools, techniques boost customer service and help position the program for the future BY ED MEMI
Boeing and its supplier-partner Pemco Aeroplex Inc. are transforming the programmed depot-level maintenance (major-overhaul) processes for the U.S. Air Force KC-135 tanker fleet. Through a series of Lean initiatives implemented at Boeing Support Systems in San Antonio earlier this year and scheduled for full implementation at Pemco's Birmingham, Ala., facility this fall, the team is accelerating the aircraft's return, thereby enhancing the customer's capabilities. The Air Force, expected to select the prime contractor for the fiscal year 2008 KC-135 Programmed Depot Maintenance program in May, is requiring each aircraft to complete PDM in about 175 days. "At the beginning of 2005, we averaged about 214 days," said Liz Cange, an industrial engineer specializing in lean principles. "By the first Fiscal Year 2007 plane, we will be at 175 days or less."
Lean maintenance is important, said Dave Ott, Support Systems Lean Enterprise focal, because it ensures mechanics and technicians only perform work that adds value, as defined by the customer. This process discipline improves quality, schedule and cost, in turn increasing customer satisfaction. Boeing has transitioned KC-135 PDM from a dual pulse line to a more-efficient single pulse line that includes eight cells, or work locations. Instead of cycling work teams, tools and equipment between the two lines, the aircraft moves from cell to cell. Everything mechanics need to complete their work is located in the appropriate cell. The aircraft stays in each cell for an average of 12 to 14 days, during what is called a "pulse interval." About 60 maintainers and managers helped kick off the improvements during a one-week workshop. "We asked the people who work on these aircraft to tell us the best way to flow the aircraft using a production/preparation/process (3P) event," Cange said. The team is pleased with the results. "It is amazing how much of a dramatic improvement is made by treating the mechanic as the centerpiece of the production system," said Sam Ferguson, Boeing Lean manager. "By bringing in everything and optimizing it for the person who adds the value on the production line, it's a huge shift in terms of performance." The floor of the Boeing facility is filled with color-coded markings, so teammates know what equipment belongs in each area.
"The concept is much like how a surgeon operates on a patient," Ferguson said. "The tools are laid out in a standard way, and the operation is conducted in a standard pattern. Ideally what you are doing is minimizing the variation, and therefore you get a higher quality product a lot faster with consistent results." Boeing is investing $6.5 million to implement lean improvements on the KC-135 PDM program in San Antonio. Pemco is making similar investments in its facility; once completed in September, that site's KC-135 PDM line will look exactly like the one in San Antonio. In addition to the pulse line, Boeing has implemented Integrated Gold (I-Gold). This third-party business-planning database provides a wealth of reports to track progress and improve processes. I-Gold integrates inventory databases with the shop floor management programs, allowing them to work together as a total enterprise package and eliminating paper-dependent processes. Using the integrated planning system, workers build job kits based on what the data tells them is needed. iCapture. Mechanics use this third-party wireless tablet computer, which is linked to I-Gold, to document aircraft conditions that require repair or maintenance. "Our future state is to become totally paperless and to allow mechanics to access graphics and engineering drawings instantly at the point of maintenance," Ott said. Kitting. This effort delivers to the point-of-use all parts, tools and consumables that a mechanic needs to perform a task. Kitting also involves team tools and task boxes, which prevents mechanics from checking in and out with personal tools or having to use a remote tool crib. Task packages. Boeing has divided PDM work into easy-to-track task packages of less than eight hours work. "By breaking the work packages into less than eight-hour tasks, you can know halfway into the day whether the mechanics will complete that job, and you can more easily and accurately determine status of the work," Ott said. Workers can easily see if they are making appropriate progress, while managers know whether they are on schedule and budget. Also, Boeing can better accommodate customer changes by rebalancing the work line. About 50 percent of PDM work is unplanned (repairs found needed when the aircraft is inspected), and most of that work is repetitive. As such, Boeing is taking a standard repair approach. "When an unplanned maintenance action is required, and we have seen it or something similar before, we are able to readily access documentation and planning information using our iCapture tool," Ott said. "This improved process allows us to more efficiently define, order required material and schedule the repair."
|
| Contact Us | Site Map| Site Terms | Privacy | Copyright | ||||||
| Copyright© Boeing. All rights reserved. |
 A
KC-135 tanker typically requires PDM every five years. Boeing inspects
the aircraft and performs necessary maintenance and repairs, ensuring
readiness for five years or more. Aircraft undergoing PDM are not available
to support combat operations. Boeing's role, therefore, is to complete
its work and return a quality product back to the Air Force as quickly
as possible.
A
KC-135 tanker typically requires PDM every five years. Boeing inspects
the aircraft and performs necessary maintenance and repairs, ensuring
readiness for five years or more. Aircraft undergoing PDM are not available
to support combat operations. Boeing's role, therefore, is to complete
its work and return a quality product back to the Air Force as quickly
as possible.