March 2005
Volume 03, Issue
10
March 2005 |
|||||
Volume 03, Issue
10 |
|||||
| Commercial Airplanes |
|
Fans of Six Sigma Problem-solving approach helps team pinpoint solution BY RICK ROFF
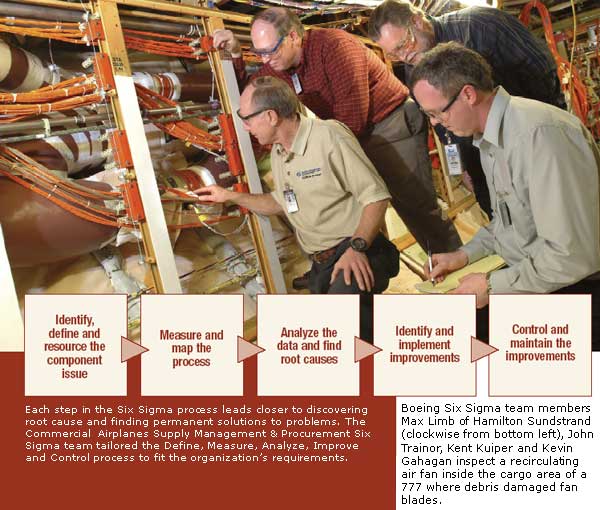
A Six Sigma team in Everett, Wash., searched for such a needle on a Boeing 777 when recirculating air fans were rejected during functional tests on the aircraft production line, resulting in costly removal, additional testing and replacement. The solution to the problem was unknown at first, so the hunt for the needle in the haystack began. Made up of employees from Engineering, Quality, Manufacturing, Supply Management & Procurement and supplier Hamilton Sundstrand, the team used a fundamental Six Sigma problem-solving approach to examine data from the fan removals and determine multiple root causes. The main culprits were Foreign Object Debris (FOD), damaged test tools and internal damage. But the way Six Sigma expert Kent Kuiper explained it, identifying "direct causes" such as these wasn't adequate to fix anything permanently. The team had to dig deeper and find root cause—a key outcome of systematic Six Sigma process application. "For example, when we found that FOD was a problem and determined the source for it, removing the FOD and replacing the fan wasn't going to get us where we needed to go," Kuiper said. "We had to figure out a way to keep the FOD from happening again." The irony, said team co-leader John Trainor, was that besides the usual sources for FOD such as paper or small shavings, the very items intended to prevent foreign object debris during airplane production—ductwork caps and plastic sheeting—had become debris themselves because they had been ingested into the fan during testing. "The fans have a tremendous amount of power," he said. "If the caps or plastic coverings weren't removed prior to testing, they would get sucked right into the ductwork and ultimately damage the fan blades. Our recommendation to reduce FOD damage was to modify installation work instructions to include red streamers on incomplete air duct installations." Functional-test job work instructions were modified to include a check of the duct system before operating fans as a further preventive measure. And further safety measures are being implemented, such as having installers inform people downstream if they leave an open duct. The same information needed to be shared between shifts. Although FOD in the fans turned out to be the biggest problem, the team also addressed electrical test equipment damage and marginal electrical connections. "We had two issues related to electrical," said co-leader Kevin Gahagan. "One, the test equipment had been improperly modified, causing a short circuit in the functional test box. It was diagnosed and repaired, and the cause and effects were relayed to test technicians." On the second issue, Max Limb, a Hamilton Sundstrand principal field service representative who supervised analysis of fans returned to their shop, said revised crimping procedures in their manufacturing process improved connections in the fans and eliminated marginal connections. The results show the success with Six Sigma, Limb said. "After 18 fan failures in two years, we went four and a half months without a rejection," he said. "We haven't completely eliminated the rejections, but we're close." Gahagan credits teamwork for the results that were achieved on the fans. "The cross-functional team at Boeing and our supplier took ownership of the problem all along the line," he said. "It's critical in Six Sigma success that everyone own a piece of the process and work together." Not only did the team gain positive results on the fans, it received encouragement from Supply Management & Procurement leadership to use Six Sigma for problem solving on other quality investigations associated with component removal. Efforts are under way to do this and accelerate the rate of accomplishment. And, the team received further accolades for its implementation of Six Sigma when one of its projects won an award last summer at the company's Lean/Six Sigma Conference competition. "Our team has become well-versed in the concept of Six Sigma," said Valerie Feliberti, Supply Management and Procurement director of the Lean Promotion Team. "We feel very strongly that it provides a way to correct production-related problems and proactively design-in quality so concerns with many components become nonexistent."
|
| Contact Us | Site Map| Site Terms | Privacy | Copyright | ||||||
| Copyright© Boeing. All rights reserved. |