September 2004
Volume 03, Issue
5
September 2004 |
|||||
Volume 03, Issue
5 |
|||||
| Tech Talk |
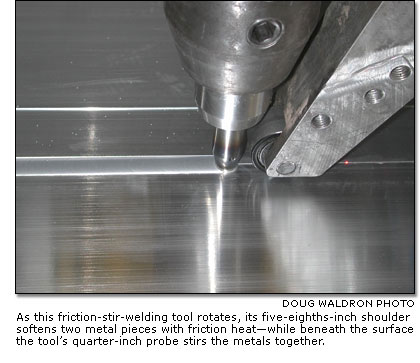
| A little friction at Boeing BY WALTER POLT Boeing Phantom Works turned a process called friction-stir welding into a friendly force-for stronger, lighter and more efficient joining at Boeing. The Delta II Heavy rocket that launched NASA's MESSENGER toward Mars last month is called "heavy" because it lifts heavy payloads. Friction-stir welding makes its seams and joints lighter-yet strong, to withstand tremendous stresses during flight. In friction-stir welding, a rotating tool unites metals by softening their adjacent surfaces with friction heat while a probe, or pin, on the tool's underside mixes their molecules together (see box below). Rivets and the filler materials in conventional welding add weight to air and space vehicles. Boeing uses millions of rivets. At one time it drilled and filled 1.1 million rivet holes a day-at $5 to $10 each, if you count the engineering, drilling, filling and inspecting those holes require. That's one reason Phantom Works began in 1995 to explore friction-stir welding as a replacement: It uses no filler materials.
It also improves strength and ease of use (see box at left). "The sky is not the limit to friction-stir joining," said Raj Talwar, Boeing manager of Metallic Processes in Phantom Works, St. Louis. Even space is no limit: Friction-stir welding cut joining costs on the Delta II and IV rockets in half, said John Tracy, vice president of Engineering for Integrated Defense Systems. The most recent friction-stir weld approval for a Boeing aircraft is on the C-17 cargo ramp, said Max Runyan of Advanced Metallic Materials in Huntington Beach. Calif. The process will provide a "significant cost and weight saving" for the C-17 program, he added. Next use: the 747 freighter barrier beam. "Boeing does lead the aerospace industry in friction-stir welding," asserted Boeing Technical Fellow Doug Waldron. He's been exploring the possibility of extending the process to additional industries as well, such as the automotive, maritime and railroad industries. The future is bright for aerospace and friction. They are past their differences and working together. It's a match made at Boeing.
|
| Contact Us | Site Map| Site Terms | Privacy | Copyright | ||||||
| Copyright© Boeing. All rights reserved. |
 Friction-frequently
foe of aerospace and friendships-has had a makeover.
Friction-frequently
foe of aerospace and friendships-has had a makeover.