November
2004
Volume 03, Issue
7
November
2004 |
|||||
Volume 03, Issue
7 |
|||||
| Cover Story |
| LEAN ON ME Many Boeing people and
programs have not just made it through Lean but thrived with it. Their
experiences provide answers to common questions you may have about Lean. Lean. It's a term Boeing people hear daily. Yet because it seems to appear in conjunction with changes to existing processes, it runs the risk of being perceived as a trend or a newfangled buzzword. Yet to Boeing, Lean has much more substance than any trend or phrase. Simply put, Lean is a systematic way to identify and eliminate waste, as well as streamline processes in a more efficient and cost-effective manner. Lean helps spark new ideas to improve quality and reduce costs and cycle times with an eye on how to drive innovation and change forward rather than remain bogged down in past mistakes, red tape or time-wasting redundancies. As a result, Lean is an employee-driven philosophy that helps Boeing stay highly competitive and nimble in a continuously evolving global business and technical landscape. Lean is a concept so critical to Boeing that the company's Vision 2016 mission statement lists it as a core competency. The success of Lean relies on Boeing people. A Lean enterprise depends on engaged employees who are willing to challenge and change existing Boeing processes. It's the insight and skills of those immersed in the work daily who can voice their ideas and lessons learned to elevate operational efficiencies without compromising-only continually improving-quality and safety. In turn, this increases Boeing's value, which benefits its audiences, including customers and shareholders. "Lean is all about eliminating waste in our processes; and who understands our processes better than the people who use them day in and day out?" said Jan Martinson, director/Lean enterprise, Boeing Integrated Defense Systems. "We rely on our people to work together to identify and eliminate waste to ensure we meet or exceed our primary business objectives of cost, quality and cycle time." "People have a lot of responsibility in a Lean system. Lean engages their heads as well as hands," said Chet Marchwinski, communications director of the Lean Enterprise Institute, a Brookline, Mass.-based nonprofit group that promotes the principles of Lean thinking. Marchwinski said Lean improvement activities involve revising work methods, redistributing work, rearranging layouts-and, ultimately, eliminating waste. "That improves quality, productivity and customer service while lowering costs-and that defends jobs." At Boeing Commercial Airplanes, employees have been implementing Lean principles and techniques for more than a decade now to maximize efficiency, improve quality and safety and eliminate unnecessary inventory. Attacking waste and improving efficiencies help bolster cost competitiveness in the marketplace. Lean improvements at IDS have dramatically reduced cycle times and helped drive out costs at program levels while helping individual programs effectively meet their goals. In addition, business units work hand-in-hand with suppliers to incorporate Lean practices, which adds product value and increases competitiveness. And while Lean may be perceived as a "manufacturing" concept, it actually applies across all aspects of the Boeing enterprise-from shop floors and assembly lines to engineering groups and office operations. Adopting Lean principles implies making changes. And although change is never easy, Lean gives employees a morale-boosting opportunity to actively generate ideas, test and create change in a collaborative, structured environment. Employees who are actively engaged in Lean, Marchwinski said, are more likely to offer improvements, take pride in their jobs, work and company. "Lean provides a more rewarding workplace because employee involvement and responsibility is such a key part," he said. "This responsibility and authority can be a shock to people used to traditional production environments. But after a period of adjustment, most find them motivational." To address questions about Lean, Boeing people have shared with Boeing Frontiers their stories of how Lean has affected their roles. These tales exemplify the many ways Boeing employees have not just made it through Lean but thrived with it and have helped move the company forward. -Katherine Sopranos Q. What does Lean mean for my job? A. There may be changes, but remember that Lean is meant to streamline processes and save time and costs. When Stenola Mitchell heard about Lean-related production changes on the C-17 Center Fuselage team, she wondered what it meant to her job.
Before the changes were made last year, Mitchell said she fretted over the thought of being put on tasks for which she didn't know the processes-and wondered if there would be a reduction in the team's size. But looking back, she said she'd never want to return to the old way. Now, the team resides in an earlier stage of Center Fuselage build where the fuselage is positioned upside down. Not only were the processes for installing brackets changed and the work instructions improved, but the line was balanced throughout assembly stages to prevent trying to do too much at the final stages. "Now I can finish the work where it is intended to be done and support the department vision of delivering a complete fuselage without having to chase the plane afterwards in order to finish the job," Mitchell said.
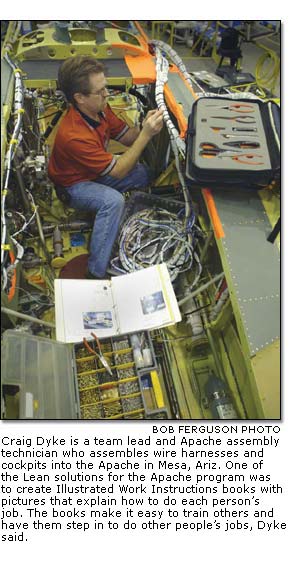
"Lean is good," said Karl Bloomberg, who for the past four years has been the production manager for the Joint Direct Attack Munition program in St. Charles, Mo. Going Lean in St. Charles not only has eliminated waste, but also has identified timesaving measures and cut down on inventory. The entire line is designed to hold two to five days' worth of inventory, he said. "The original fear of initial Lean implementation is the addition of new work to an already overburdened workforce," Bloomberg said. "Many feel that it is the next new fad, and it takes a while before one realizes that Lean helps us all be better workers in the long run." Lean's long-term benefits are acknowledged by people at the Boeing site in Mesa, Ariz., which has received the highest Lean scores in the company's internal Lean Manufacturing Assessment. "When Lean was implemented at Mesa, there was really no fear of losing jobs-just fear of change," said Craig Dyke, an Apache assembly technician and the head of a High Performance Work Team there. "But people wound up taking on different roles to make sure Lean was working. For example, when tool cribs went away, people who worked in that area changed jobs and now make sure we have the tools we need in the point-of-use kits." Indeed, Kent Johnson, a mill operator at the Spar Mill Shop in Wichita, Kan., for Commercial Airplanes, said he feels Lean might improve job security. "Actually, what [Lean] is doing is making my job more secure, because we're showing we could do more on this piece of equipment than we intended to," he said. "So that makes us look even better." - Susan Calbeck, Lisa Dunbar, Gene Duval and Chris Haddox Q. I'm the only one who knows how to do something. What will happen to what I know? A. Lean works with Knowledge Management initiatives to ensure that what you know can be passed on to others. Here's one example from IDS Engineering. A decade ago, the idea of Knowledge Management was in its formative stages at Boeing. With nearly half its employee base nearing retirement age in the forthcoming 10 years, the company realized that in order to stay competitive it needed to harness the knowledge of decades worth of aerospace experience. Boeing opted to start small and build on existing successes to retain and reuse this knowledge.
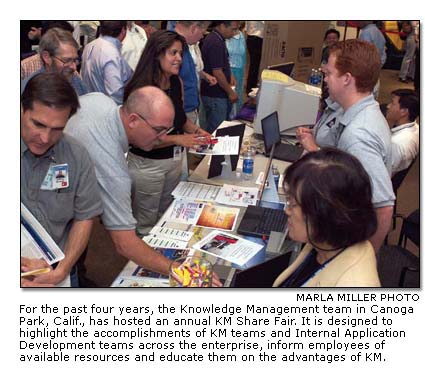
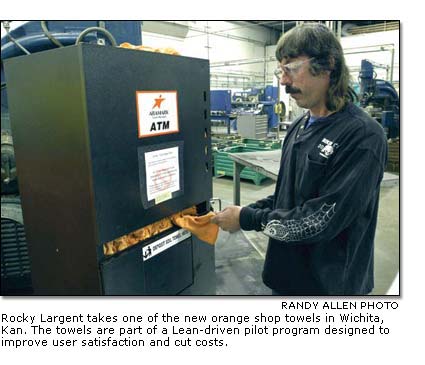
"KM, in a basic sense, takes Lean manufacturing to the next level," said Tom Cadwell, director, Operations, in Canoga Park, Calif. "While Lean emphasizes teaming, eliminating waste, optimizing value and minimizing flow time, KM suggests that by organizing and presenting knowledge in ways that improve comprehension, we can preserve what we've learned without repeating past mistakes." "KM helps us understand what intellectual assets we have," said John Tracy, vice president of Engineering for IDS. "It saves us from constantly reinventing the wheel." Leading the way in the quest of knowledge is the IDS Engineering Knowledge Management Portfolio team. The team focuses on sharing best practices and common tools, and developing tailor-made solutions to create a business that is not only "network-centric" but also "knowledge-centric." As an example, the RS-27A rocket engine team in Canoga Park knows the benefits of capturing, reusing and sharing lessons learned. With the help of the Portfolio team, the program is now using video to document processes for today's employees, as well as future generations of technicians, machinists and engineers. "It's a great example of how Lean and KM complement each other," added KM Team Member Tim Howell. "When we create a video, we have to figure out what's really important to the process, the real nuts and bolts. Then we can zero in on the 'how.'" Like the Space Shuttle Main Engine, the International Space Station, and Huntington Beach, Calif.'s Delta programs before it, video capture is aiding the RS-27 team in training and future planning. These tools provide structure to processes and eliminate information being filed away in a black hole. They improve communication among teams and help them work together better. Video capture, along with other KM tools such as commercially available software tools, expert toolboxes, process-based guidebooks and databases that measure process capabilities, are some of the methods Boeing uses to navigate its way along the KM trail. Because of the ability to tweak and custom-design solutions to problems, team members across the enterprise reap the benefits. "We're raising awareness levels, but we haven't reached critical mass," said Jeff Kincaid, Canoga Park's chief engineer and IDS executive KM sponsor. "We need to continue building one road map in which all functions are working to the same strategies and programs. Taking stock of our collective knowledge also helps us identify best practices." -Susie Unkeless Q. I don't work on a manufacturing line. Does Lean affect me? A. Absolutely, as demonstrated in Auburn, Wash., and Wichita, Kan. You might think of Lean as something that only affects assembly lines. But as has been shown in many locations, including Wichita, Kan., and Auburn, Wash., Lean can lead to improvements in non-manufacturing processes. In Wichita, the tale of how Lean led to a well-received pilot program for shop-towel distribution is, well, a sort of rags-to-riches story-but without a rich price.
Wichita's old process of collecting, cleaning and redistributing the towels involved a lot of resources and expense. The Boeing Transportation team would deliver dirty orange rags to the reclamation area, where they were stored until external contractor Aramark would pick them up to be laundered and returned-with no set schedule. Users of the rags complained that laundered rags often contained foreign matter and didn't absorb well, and users wouldn't always put rags in the proper containers. The Boeing Accelerated Improvement Workshop looked at alternative methods, and one of their ideas was implemented as a pilot project in Industrial Park Building #2 and Facilities. After working with Aramark to devise ways to improve the shop-towel distribution process, the towel team instituted a new Lean-driven process. Among the key changes: The orange rags have been replaced by higher-quality orange shop towels that are also cheaper and of better quality than the existing white rags, and Aramark now has a more formalized schedule to pick up and return towels. Pilot team members said the new system has many other important benefits, including: . Control of inventory of soiled and cleaned towels. . Elimination of storage space required for soiled and clean rags. . Improvement in customer delivery and satisfaction. . A reduction of safety and environmental issues. . A reduction in costs. . Better following of procedures, as users put orange towels in proper containers. . Freeing the Transportation and Reclamation teams from this process. The new process "has solved a lot of problems, and we hope to take the pilot project site-wide," said Randy Wier, a member of the pilot program. E. Michael Abraham, another pilot team member, said the program has greatly supported his efforts to reduce the usage of white rags, cheesecloth and rymplecloth. One big help, he said, was the upgrade from orange rags to towels. Not only is the new material of higher quality than the rags, but the name conveys to users that the new product needs to be treated with more care. "Changing a person's mindset sometimes is one of the hardest things to do," he said. As an example of how much users like the pilot program, pilot team member James Bailey recalled a recent instance where an employee asked to exchange three bags-150 pounds-of white rags for the orange towels. "The team really feels the pilot program has been most successful and is ready to implement this cost-saving opportunity campuswide," Bailey said. * * * * * "It's like the sun just came up. We finally understand the potential and possibilities ahead of us." That's Bill Anderson's comment on the Lean journey the Auburn Change Center in Auburn, Wash., has undertaken the last four years. Anderson is one of the Lead Tech Designers for the Engineering Liaison organization at the Change Center.
According to Anderson, Lean activities at the Auburn Change Center were expanded and accelerated as Boeing Commercial Airplanes responded to 9/11 and the economic downturn. The Change Center needed significant improvements in productivity and efficiency in order to accomplish its work statement with fewer resources. At roughly the same time, the group was asked to use the Boeing Design Center in Moscow in its business. These challenges are what drove the Change Center to look to Lean for process improvements to achieve its goals. And they did exactly that. The Change Center reduced average lead time for disposing of all corrective action requests from 44 manufacturing days to just 12. The organization's 2004 goal is to reduce the 12 days to seven or nine. This will free 40 to 50 percent of the organization's time to shoulder more-highly-skilled tasks in support of Fabrication's role in emergent technology. "Lean is tremendously challenging," said Anderson. "You have to question everything you were ever taught, every day. If you can find ways to do things better, that's your job." Rob Malland, another member of the organization, admitted he was "skeptical about whether Lean would work in an office environment." But he added that the change in the way his organization works together has been "radical" and good. Malland said there's been a huge increase in visibility. A Web-based, online system tracks the time needed to finish a step in the process and the waste between steps, and visual controls such as a "health meter" board provide status reports for everyone to see. Inboxes don't pile up, because there are limits on the number of items they are allowed to hold. One person no longer has to shoulder responsibility for a project from start to finish, because the Lean system distributes that responsibility throughout the organization. "Tribal knowledge" is a thing of the past. Work has been standardized so everyone in the organization eventually knows how to do everything. "The way we do our jobs now really increases our individual responsibility, because we work on one step in the process, but we understand the overall system," Malland said. "It's a good way to advance people." As a result, Change Center employees have become highly skilled and in demand in other parts of Commercial Airplanes. Indeed, Anderson lamented, the center has lost seven people to other areas of the company so far this year. But Anderson and his organization are still celebrating their achievement. To date, 10,000 pieces of work have passed through the leaned system they call their "moving line," and the Change Center is recognized in Commercial Airplanes as an authority on implementing Lean in an office environment. -Ronald G. Bliss and Janet Boggs Q. Will my suggestions for improvements be taken seriously? A. Yes. Employee Involvement is key to Lean. Case in point: the Wing Structures team in Renton, Wash. Employees in Wing Structures in Renton, Wash., were working overtime on weekends in order to meet build deadlines for Boeing 737 strakelets, and the work often was behind schedule and over budget. They then seized on the language of Lean to turn production around. Where once it took 60 crew hours to build a pair of strakelets-structures that hold landing and taxi lights to the wings of airplanes-now it takes only 48. Thanks in part to a plan devised by the team, productivity has already increased by 20 percent, and the team turns out one pair of strakelets per day.
The team created an improvement plan that's based on members' collective input and focuses on three main areas: organizing tools to align with the assembly sequence, standardizing build processes and cross-training employees to perform multiple tasks. "Because of these changes, we can now build strakelets in less time but with more consistency and greater flexibility," said Doug Still, team leader. Still said the team continues to eliminate any useless steps in the build process. And because the build process is more efficient, the product is less awkward to build. When beginning Lean, employees were asked for ideas to improve processes. Now, employees frequently bring forward ideas for improvements on their own accord. "As more employee suggestions to improve work flow are implemented, the more employees invest in Lean, because they see how it makes their jobs easier to perform," he said. Not only has productivity increased, but internal quality has improved and communication is better with customers. "All of our work is level-loaded and operates by a 'pull' system for better flow," Britt said. "It's the best way to track progress, and we stay on schedule because team members work together to complete job tasks." The strakelet process redesign was challenging in that "rather than making small changes here and there, we were actually changing the way the strakelet is built," said Michael Fant, mechanical engineer, who with fellow planning engineer Tommy Tomsic were instrumental in working through design changes with mechanics and other team members to simplify the process.
Veteran team member Richard Dudley said that the 5-S alignment of the tool cart with the assembly sequence "makes the job that much easier to do." 5-S is a Lean organizing method that supports continuous process improvement by sorting, simplifying, sweeping and standardizing a work area or process and then using self-discipline to maintain it. The new tool carts also keep tools sharp and ready to use. Tools such as indexes and drill jigs, which are used to locate and drill parts, now have specific locations on the carts to eliminate tool damage and quality problems. "The strakelet team has made tremendous strides in process improvement," said Mark Blakeley, general supervisor. "Their work contributes to leaning out the costs within the 737 value chain, which in the end translates into greater market share for Boeing Commercial Airplanes." -Kathleen Spicer Q. Once my site or program "goes Lean," is that the end of the changes? A. Not at all. Lean is a continuous journey. For almost 20 years, the Boeing site in Wichita, Kan., has fostered a culture of quality improvement based on Lean Manufacturing principles. "Lean Manufacturing sounds like the original 'CQI,'" said Don Blake, director of Boeing Production Systems and the Lean Enterprise office at Boeing Wichita, referring to Boeing's Continuous Quality Improvement initiative started in the 1980s. CQI, also known as Total Quality Management, is the "third element" in the Toyota Production System triad. TPS served as the basis for the Boeing Production System. The other elements of TPS are Total Employee Involvement and Just-in-Time/Lean Manufacturing. "When we started implementing Continuous Quality Improvement principles back in 1985, that was the basis for what we now call Lean Production," he said. That expansive experience, combined with years of organizing Commercial Airplanes' Wichita business units using Lean Manufacturing principles, has created a deep well of process-management knowledge to be applied to the 7E7. It also demonstrates that Lean is not a one-and-done activity but is a continuous trek toward improvement. Every manufacturing business unit at BCA Wichita has been organized around Lean principles, and most employees have participated in Kaizen workshops to help them quickly identify and eliminate waste in their processes. Boeing Wichita has held more than 1,600 Accelerated Improvement Workshops and 12 campus-wide Kaizen seminars since 1996, and more than 10,000 Boeing employees and hundreds of suppliers' employees have participated. "Now that we have the capability to put in the right type of techniques and practices, we need to rally our people around the principles, and that's what we've been doing," Blake said. Blake said that process is not academic. "It's not about technology," he said. "It's how well we engage the minds of our people around Lean Production principles."
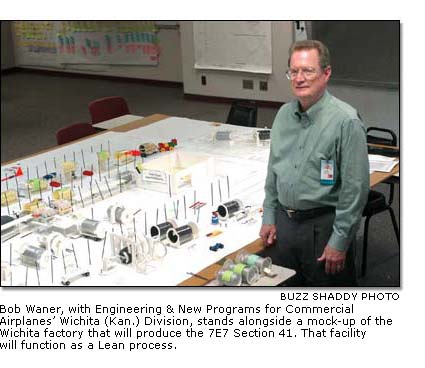
"Once a person has a personal experience base, instead of being 'trained' to do Lean, he or she has gone through a personal discovery and then has a structured approach that is fairly simple and easy to follow. Basically all the employees become a 'community of scientists,' who can create processes that are basically self-correcting and defect-free," he said. Blake said that for the past year and a half, much of the Kaizen activity in Wichita has been in preparation for supporting 7E7 production. "Many of the workshops have been focused on getting people engaged and involved in new processes and technologies and are part of our overall plan for organizational readiness," he said. "All the Lean activity we've done for many years is now being translated into the 7E7 program," said Bob Waner, Boeing Commercial Airplanes Wichita Division vice president of Engineering & New Programs. "We have used the production preparation process to lay out our whole factory, and how we will flow raw materials coming in and product going out the door, to deliver our fuselage." The 7E7 pylon, Waner said, will flow down the 777 strut line. "Because we have such a successful 777 line, we're going to have one line for both. It's a very Lean concept, and will flow from end to end, and tools and inventory will be minimal," he said. -Susan Calbeck
| ||
|
||
|
||
| Contact Us | Site Map| Site Terms | Privacy | Copyright | ||||||
| Copyright© Boeing. All rights reserved. |